ЮЊСЫГфЗжЗЂЛггЭЗтЕФЙІФмЃЌБиаыИљОнЪЙгУЬѕМўбЁЖЈZКЯЪЪЕФаЭЪНгыВФСЯЁЃетРяОЭжївЊЕФгАЯьвђЫизївЛМђЪіЁЃ
1ЁЂжсЕФБэУцЯпЫйЖШЃКдкЭЌвЛжБОЖЬѕМўЯТЃЌВЛЭЌВФСЯжЦдьЕФгЭЗтЃЌЪЪгІжсУца§зЊЯпЫйЖШЕФФмСІВЛЭЌЃЌЦфЙиЯЕШчЯТЭМЫљЪОЁЃгЭЗтЪЙгУЕФЯпЫйЖШЗЖЮЇвЛАуаЁгк15m/s, ЯТЭМИјГіЕФШнаэЕФжсЕФБэУцЯпЫйЖШЪЧВЮПМжЕЃЌТњвтЕФШѓЛЌКЭСМКУЕФЩЂШШЬѕМўВХЪЧОіЖЈадвђЫиЁЃЯргІНЯЕЭЕФЪ§ОнЃЌЪЪгУгкИќЮЊПСПЬЕФЬѕМўЁЃ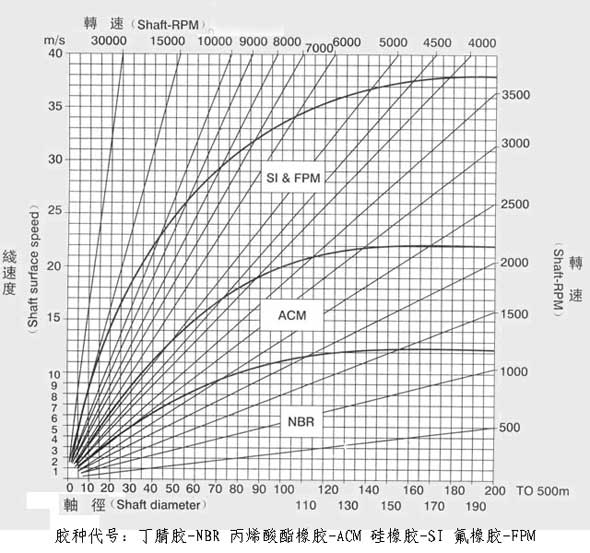
2ЁЂЮТЖШЃКгЩгка§зЊжсБэУцгыгЭЗтЕФУмЗтДНВПВњЩњФІВСЃЌЫљвдУмЗтДНПкВПЕФЮТЖШИпгкгЭвКжаЕФЮТЖШЃЌвЛАугЭЗтЙЄзїЪБЦфДНдЕЕФЮТЖШИпгкЙЄзїНщжЪЮТЖШ20~50ЁцЁЃЫцзХзЊЫйдіИпЃЌбЙСІдіМгУмЗтДНПкДІЕФЮТЖШвВЫцжЎЩЯЩ§ЁЃСэЭтЃЌДјгаЗРГОДНЕФгЭЗтЃЌБШЮоЗРГОДНЕФгЭЗтЛсГіЯжИпгк20ЁцЕФЙ§ИпЮТЖШЁЃЕБГЌЙ§ШнаэЮТЖШЪБЛсЫѕЖЬгЭЗтЕФЙЄзїЪйУќЃЌдьГЩУмЗтДНЙ§дчгРОУадгВЛЏЃЌвдМАФЅЫ№МгДѓЁЃгЭЗтЕФЙЄзїЮТЖШЗЖЮЇгыгЭЗтЪЙгУЕФВФСЯгаЙиЃКВФСЯЮЊЖЁЧчЯ№НКЃЈNBRЃЉЪБЮЊ-40~120ЁцЃЌбЧСІПЫЯ№НКЃЈACMЃЉ-30~180ЁцЃЌЗњЯ№НКЃЈFPMЃЉ-25~300ЁцЁЃ
3ЁЂбЙСІЃКгЭЗтжївЊгУгкЮобЙЛђепдкЮЂбЙЕФЬѕМўЯТЪЙгУЃЌZДѓЙЄзїбЙСІ0.02ЁЋ0.05MpaЁЃЕБЙЄзїбЙСІГЌЙ§етИіжЕЪБгІбЁгУФЭбЙаЭгЭЗтЁЃ
4ЁЂЗРГОЃКЮЊЗРжЙЮлШОЮяЁЂЛвГОЁЂКЭЪЊЦјЕШДгПеЦјВрНјШыУмЗтЧЛЬхФкЃЌНЈвщЪЙгУДјгаЗРГОДНЕФгЭЗтЁЃШчЙћЮлШОЮяЧжШыбЯжиНЈвщВЩгУ2ИігЭЗтЃЌвдДЎСЊЗНЪНвЛЧАвЛКѓАВзАЁЃ
ЪЎвЛЁЂгЭЗтАВзАВПЗжЕФЩшМЦ
жсЕФЩшМЦЃК1ЁЂБэУцДжВкЖШЃЌгЩгкжсЕФЫйЖШгыгЭСПВЛЭЌЃЌвЛАужсЕФДжВкЖШЙ§ДѓЛђЙ§аЁЃЌЖМЛсгАЯьЕНгЭЗтЕФаЙТЉгыФЅЫ№ЁЃжсЕФБэУцДжВкЖШШнаэЗЖЮЇЮЊRz1.0ЁЋ5.0ІЬm ЃЛRa0.2ЁЋ0.8ІЬmЁЃЖда§зЊжсгУгЭЗтЃЌШЁ2.5ЁЋ1.6ІЬmRzЁЃ2ЁЂгВЖШЃЌа§зЊжсЕФБэУцгВЖШвЛАуШЁЁн35HRCЁЃЕБНщжЪНЯдрЃЌгаРДздЭтНчЕФЮлШОдгжЪЃЌЛђжсБэЫйЖШ>12m/s ЪБЃЌжсБэУцгВЖШгІЮЊ55HRCвдЩЯЃЌжсБэУцДуЛ№ВуЩюЖШ>0.mmЁЃ3ЁЂжсЕФЕЙНЧЃЌЭЦМіжЕ15Ёу~30Ёу ,;вдФмШУгЭЗтШЗЪЕзАШыЃЌВЛЫ№ЩЫгЭЗтДНдЕЮЊддђЁЃ4ЁЂжсЕФМгЙЄЃЌе§ШЗЕФжсМгЙЄЪЧБЃжЄУмЗтЯЕЭГе§ГЃЙЄзїЕФОіЖЈадвђЫиЃЌЪЪвЫЕФгЭЗтжсМгЙЄЗНЗЈЪЧКсЯђИјНјОЋбаФЅЃЌН№ИеЩАжНФЅЙтЁЃВЛЪЪвЫЕФМгЙЄЗНЗЈЪЧдкГЕДВЩЯОЋМгЙЄЃЌГЌОЋМгЙЄЃЌЙіЙтМгЙЄЃЌН№ИеЩАжНФЅЙтЃЈЩАжНдкжсЯђвЦЖЏФЅЙтЃЉЁЃ5ЁЂжсЕФВФСЯЃЌжївЊЪЧЦеЭЈЬМЫиНсЙЙИжЃЌШчC35КЭC45ЃЌСэЭтЛЙгаж§ЬњЃЌЬеДЩРрЃЌЪїжЌЫмСЯЃЌЕЋКѓШ§жжВФСЯЕФжсЖдгЭЗтЕФУмЗтЖМгаШБЯнЁЃ
ЧЛЬхЕФЩшМЦЃК1ЁЂБэУцДжВкЖШЃЌМАжБОЖЙЋВюМћЯТБэЁЃ
| ВПЮЛ |
жБОЖЙЋВю |
БэУцДжВкЖШ/mm |
| RaЁм |
RzЁм |
| зљПз |
ЮоЙЧМмгЭЗт |
H11 |
3.2 |
12.5 |
| ЙЧМмгЭЗт |
H8ЛђH7 |
1.6 |
6.3 |
| а§зЊжс |
h9Лђf9 |
0.8~0.4 |
3.2~1.6 |
2ЁЂАВзАЕЙНЧЭЦМіжЕ15Ёу~30ЁуЁЃ3ЁЂЧЛЬхЕФВФжЪЪЧИжЛђж§ЬњЃЌЪЙгУЭтжмЪЧЯ№НКЛђН№ЪєЕФгЭЗтЖМааЁЃвЛАуЧсКЯН№КЭЪїжЌШШХђеЭЯЕЪ§НЯДѓЃЌЪЪвЫВЩгУЭтжмЮЊЯ№НКЕФгЭЗтЁЃ4ЁЂВЛЪЪвЫЕФЧЛЬхНсЙЙЃЌШчВЩгУГхбЙМгЙЄЕФЃЌВЩгУТнЮЦзщКЯАВзАЕФЃЌЖдПЊаЭЕФЧЛЬхЕШЁЃ |

